


TGK 10 CNC машина за лющене и валцоване с дълбоки отвори
Машинен характер
TGK10 серия CNC машина за изглаждане и валцуване възприема метода на обработка на фиксиран детайл и ротационно подаване на инструмента.Машинният инструмент може да реализира обработката на пробиване, изстъргване и валцуване на вътрешните отвори на детайлите, начинът на обработка е прост, а обработените продукти са с висока точност.Основните предимства на този машинен инструмент са висока ефективност на обработка, стабилна производителност, а ефективността е 5 до 10 пъти в сравнение с традиционните машини за пробиване на дълбоки дупки и машини за хонинговане;степента на интелигентно управление е висока, а цифровото управление и наблюдение на всяка команда за действие на машинния инструмент са прости и удобни.лесен за работа.

Параметри на машината
| NO | Предмети | Описание |
| 1 | Диапазон на вътрешния диаметър на обработката | Φ35-100мм |
| 2 | Диапазон на дълбочината на обработка | 1000мм-12000м |
| 3 | Ширина на водача на машината | 500 мм |
| 4 | Височина на центъра на шпиндела | 350 мм |
| 5 | Скорост на шпиндела, степени | 5-1200rpm, 4 предавки, безстепенен |
| 6 | Главен двигател | 45KW, AC серво мотор |
| 7 | Диапазон на скоростта на подаване | 5-3000 мм/мин (безстепенно) |
| 8 | Карета Бързо движеща се скорост | 6000 мм/мин |
| 9 | Диапазон на затягане на приспособлението | Φ40-150мм |
| 10 | Захранващ двигател | 40N.m(Серво мотор Siemens AC) |
| 11 | Двигатели на охлаждащата система | N=7.5kw 11kw 15kw |
| 13 | Номинално налягане на охлаждащата система | 2.5MPa |
| 14 | Дебит на охладителната система | 237L/min、201L/min、153L/min (3 комплекта) |
| 15 | Номинално налягане на хидравличната система | 7 MPa |
| 16 | Въздушно налягане | ≥0.4MPa |
| 17 | Контролна система: | Siemens 828D |
| 18 | Захранване | 380V.50HZ, 3 фази (персонализиране) |
| 19 | Машинна мярка | Д*2400*2100*(Д*Ш*В) |
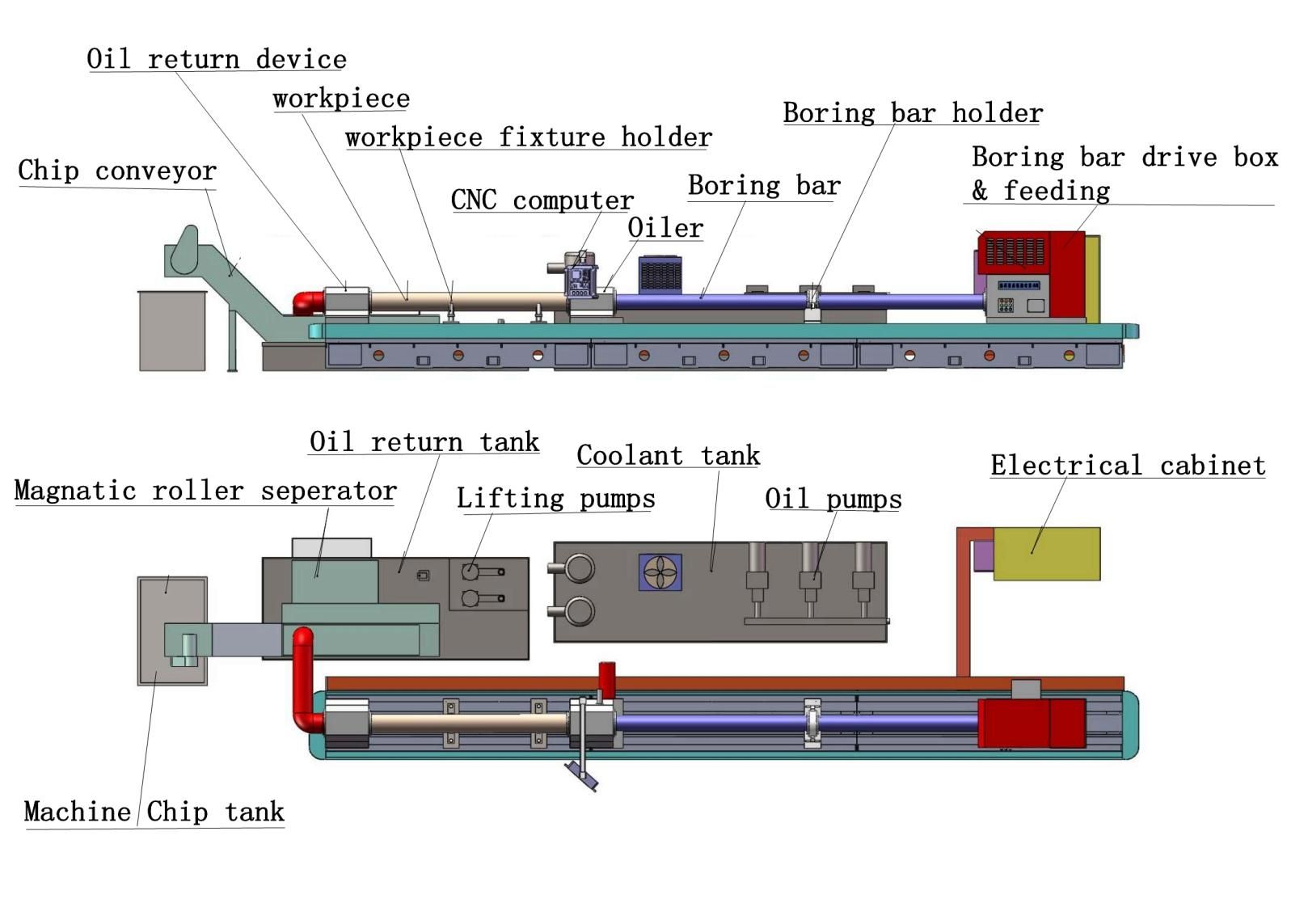
Важни машинни части

1. Машинно легло
Леглото приема двойна правоъгълна плоска структура на водещата релса, а ширината на водещата релса е 500 mm.Корпусът на леглото е основният компонент на машинния инструмент и неговата твърдост пряко влияе върху работната производителност и точността на работа на целия инструментален инструмент.
2. Кутия за задвижване на пробиващи пръти
Кутията за сондажни пръти е интегрална отливна конструкция и е монтирана на подаващата тава.Изборът на скорост на въртене може да се определи според фактори като материал на детайла, твърдост, режещ инструмент и състояние на счупване на стружки.Според различни скорости може да се настрои чрез програмиране на цифровата система за управление, а шпинделните лагери се внасят от Япония като NSK.Основната функция на сондажната кутия е да задвижва инструмента да се върти



3. Система за подаване на масло и събиране на масло
Масленият приемник се намира в средата на машината.Основните функции на маслопоемащата част са: 1. Вкарване на охлаждаща течност към детайла.2. Предният край на маслобойника е снабден с направляваща втулка на инструмента върху горната плоча на детайла, която може да реализира водача на входа по време на обработка със скрепер.Устройството за връщане на маслото е разположено в левия край на машинния инструмент, което може да се движи и фиксира по аксиалната посока на леглото.Основните функции на устройството за връщане на маслото са: Долната част на тялото за връщане на маслото е свързана с Т-образния винтов прът в средата на леглото и аксиалното движение реализира предварителното позициониране на детайла по време на обработката;той е оборудван със серво моторно повдигащо устройство (тъй като повдигането приема най-модерното серво. Повдигането на двигателя замества метода на хидравлично повдигане, така че регулирането на силата на повдигане наистина реализира цифров контрол. Дебелината на стената и диаметърът на детайла са различни , и са избрани различни сили на повдигане, за да се предотврати деформацията на дюзата в най-голяма степен.)
4. Система за захранване на машината
Високопрецизната сачмено-винтова двойка на Тайван Shangyin е монтирана в средната и задната половина на жлеба на корпуса на металообработващата машина и в края има захранваща кутия, задвижвана от 5,5KW AC серво мотор, за да се реализира захранването на инструмент от палета за подаване (пробивна кутия).Скоростта на подаване може да се регулира безстепенно и инструментът може да се прибира бързо.Предната половина на жлеба на тялото на леглото на машината е снабдена с Т-образен винт и захранваща кутия, които се използват за подаване на устройството за връщане на масло, регулиране на позицията на детайла и затягане.Цялата система за подаване има предимствата на висока точност, добра твърдост, плавно движение и добро задържане на точност.


5. Система за поддържане на боринга
Поддържащата втулка на бордина се фиксира върху тялото на конзолата с винтове и се заменя заедно с борда, което е удобно и бързо за смяна на различни борда.Той играе главно ролята на опора на бордина, контролира посоката на движение на бордина и абсорбира вибрациите на бордина.Вътрешен опорен маншон с въртяща се функция
6. Система за поддържане на приспособленията за детайли
Снабден с два комплекта V-образни блок скоби за поддържане на детайла.Повдигането на винта и гайката може да се регулира произволно според различни диаметри на детайла.Той играе главно ролята на натоварване и регулиране на детайла и позицията на пробития отвор.

7. Хидравлична система
Машината е оборудвана със специална хидравлична система, която се използва за контролиране на разширяването и свиването на хидравличния инструмент и хидравличното автоматично преместване на кутията за пробиване, за да завърши системата за управление на търкалящото действие.Номиналното налягане е 7Mpa.Основните компоненти са вносни петролни продукти от серия изследвания.

8. Филтърна система за охлаждаща течност
Охлаждаща система за отстраняване и филтриране на стружки: разположена главно в задната част на машинния инструмент, след филтриране чрез автоматична машина за отстраняване на стружки с верижна плоча (груб филтър)→маслен филтър от първо ниво→маслен филтър от второ ниво и филтриране от трето ниво след утаяване и филтриране.
9. Електрическа система
Състои се от основна контролна кутия, операционна кутия, клемна кутия и кабели.Основните електрически компоненти са марка Schneider.За електрическа контролна кутия (охлаждане на климатик).Основната част на окабеляването приема структура на авиационни щепсели.Кабелите приемат националния стандарт, а кабелите със слаб ток приемат екранираните кабели.Окабеляването е подредено в строго съответствие със силната и слаба електрическа изолация.

| NO | Предмети | Марки | NO | Предмети | Марки |
| 1 | Метален корпус на машината | Ръчно правено | 2 | Кутия за задвижване на бордюра | Ръчно правено |
| 3 | Панел за поддръжка | Ръчно правено | 4 | Лагер на шпиндела | Япония NSK |
| 5 | Други мечки | Добри марки | 6 | Сачмен винт | Тайванска марка |
| 7 | Основни електрически елементи | шнайдер или сименс | 8 | Шпинделен двигател | Китайска марка |
| 9 | Захранващ серво мотор | Siemens | 10 | Захранващ серво драйвер | Siemens |
| 11 | CNC система | Siemens | 12 | Пневматични елементи | Япония SMC |
10.CNC система за управление
Машината е оборудвана със система SIMENS828D CNC, а налягането на охлаждащата течност се показва от инструменти.Захранващият двигател е серво мотор, а двигателят на бордовата кутия е внесен.Ръчно подаване, функция за самодиагностика.Дисплей на състоянието, различни функции като дисплей на текущата позиция, дисплей на програмата, дисплей за настройка на параметри, дисплей на аларма, преобразуване на многоезичен дисплей и др.





